材料检测设备定制热线400-0677-714
普业机电

对一般的金属及非金属试样,夹具的钳口直接与试样接触,定制试验机一般都选用优质合金结构钢,合金高碳钢、冷作模具钢等,通过适当的热处理工艺增加其强度、耐磨性.有时也在钳口处镶装特种钢材,或在钳口表面喷涂金钢砂等。对一些小试验力的夹具,与试样接触的表面采用粘软质胶皮等。试验机厂家夹具体一般采用优质中碳钢、合金结构钢,通过适当的热处理工艺增加其力学性能。有时为了减轻重量也采用铝合金等有色金属及特种金属。有时也采用铸造结构。

电子拉力试验机夹具的正确使用方式应该是,在试件的夹持长度与夹具齿面长度相同时,先借助外力推动钳口,使其在夹持面上产生初始摩擦力,再通过试验机横梁的移动对试样加载,摩擦力拉动钳口(楔形口)时由于斜面的作用,轴向拉力越大,产生的夹持力也越大,试验机厂家试验机夹具体上有两个斜面的楔形口正是依据上述夹持方式,按照接受均匀压应力设计的。但是,有些操作人员并没有按照试验机的使用要求进行操作,试样夹持长度较短,或者是试样加工的就太短,造成楔形口斜面受力不均楔形口局部应力远远超过材料的屈服强度,定制试验机从而使楔形口产生塑性变形、严重外翻,使楔形口斜面塌陷或磨损。夹具在这种情况下继续使用,减小了楔形口的角度,使夹具本体受力状态恶化而出现打滑现象。

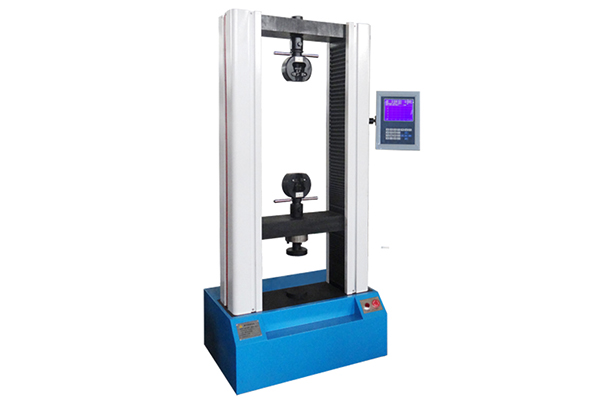
首先将拉力试验机主体及测力计搬至混凝土的基底上,接着根据地基图与外形,调整好主体与测力计之间的间隔,还要调整好方向,然后选用较小的薄铁块分别插进到测力计和主体的底下部,定制试验机用0.05/1000精度的方形水平仪别离进行校准;主体开始的校准可在立柱纵横的两个不一样部位上,;使用方形水平仪进行测量,铅垂度需小于0.3/1000,最终,试验机厂家可以用方形的水平仪靠在油缸表面面上纵横的两位置,校准其铅的垂度。通过第一步对金属拉力试验机进行位置固定及精度校准后,开始接通电源、灌油和油管进行试样,对整机精度进行校准,这样才能使差错不得小于0.10/1000.接下来还需要水泥浆把机座地下的空地悉数填死,进行水泥浆的添补过程时应保证试验机机座与水泥基底的很好的相连,以防在使用试验机的过程中因遭到震动而形成拉力机不水平。
电子拉力机夹具有多种不同的规格和夹面,定制试验机针对不同的试样采用不同的夹头,有些操作人员在试验时,使用大规格钳口夹持小截面试样,试验机厂家或者使用平夹头夹持大试样,使得夹具与试样接触不紧密,摩擦系数明显降低,最直观的表现为夹具的鳞状尖峰被磨平,摩擦力大幅度减小。当试样受力逐渐增大达到静摩擦力时,试样就会打滑,从面产生虚假屈服现象。

液压万能试验机的系统漏油比较严重,会影响设备在工作的时候达不到额定负载,使得测量的结果不准确。设备漏油严重的话,定制试验机应该检查接头的问题,是否出现松动或者损坏,从而导致设备出现漏油问题。试验机厂家油液粘度态度也会影响设备达不到额定负载,如果是因为油液的粘度角度,那一定要及时更换油液粘度,以免影响设备的正常工作,导致设备无法正常工作。这里建议操作在使用设备之前了解其使用油性的粘度,以免后期测量受到影响。

如果限位杆没有及时回复,用手上下移动限位杆。定制试验机电源问题:打开试验机电源,(安静环境下)能听到电机伺服系统运转的声音。试验机厂家过载保护只能在一定程度上保护传感器及设备其它部分,此功能并非万能,不保证传感器及设备的其它部分不受损坏。软件测控系统试验结果所示的断裂位置,是指试样完全断裂分离的瞬间的力值。而试样出现裂纹的位置可能发生在最大力时的位置也有可能是断裂力时的位置。视具体材料不同而有所区别。